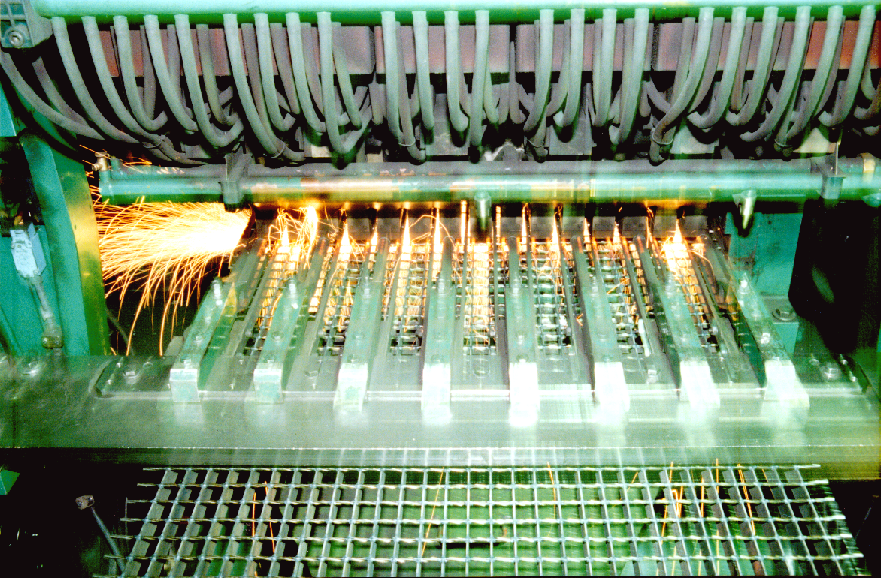
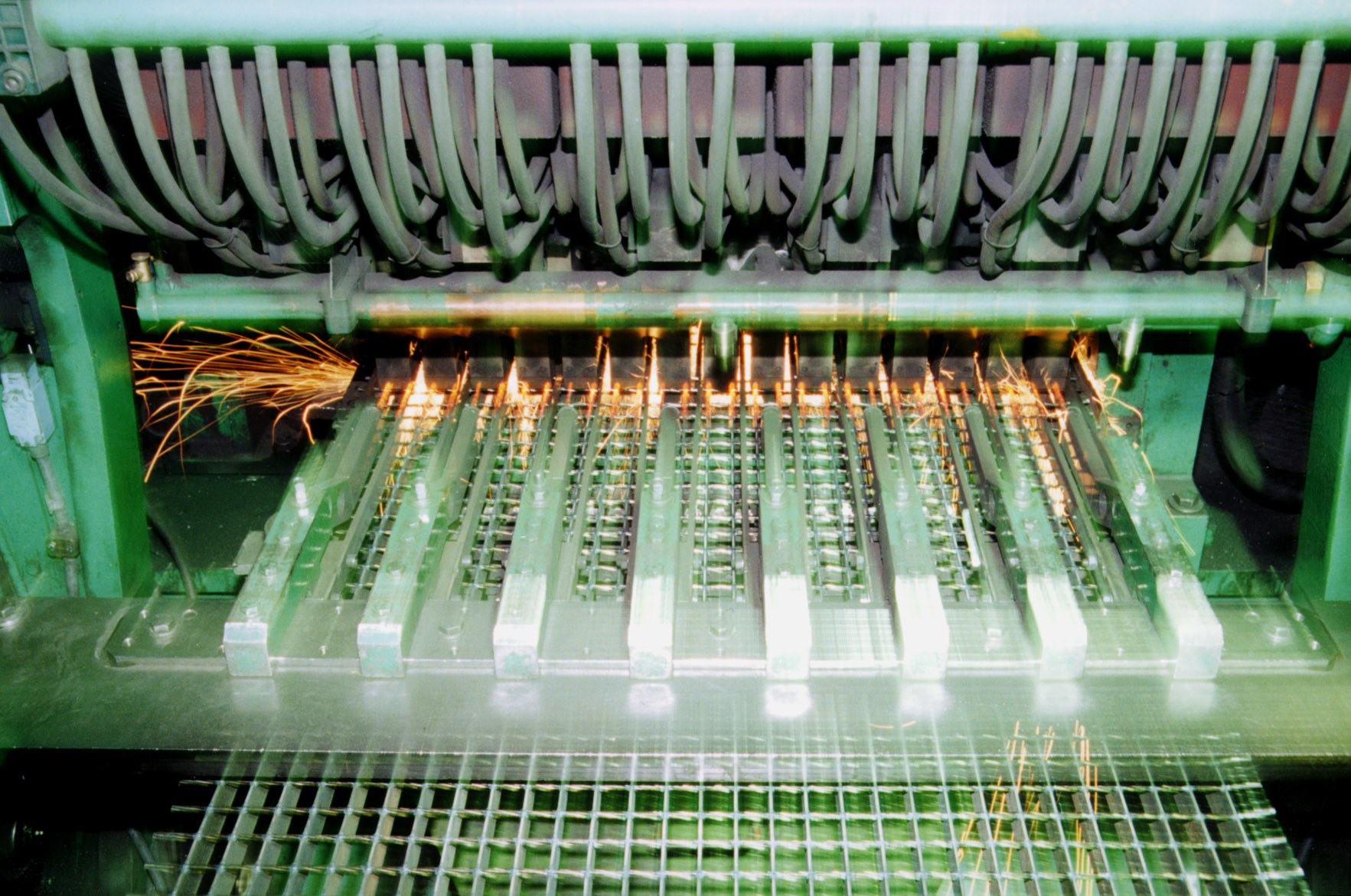
Технология изготовления сварного решетчатого настила основана на использовании автоматизированного процесса электрической контактной сварки сопротивлением.
Такой процесс позволяет получить жесткое неразъемное соединение свариваемых элементов. Под действием электрического тока в зоне сварки несущие полосы разогреваются до состояния текучести, а последующее вдавливание связующего прутка вызывает пластическую деформацию, обеспечивая прочное соединение в каждой точке пересечения полос и прутков.
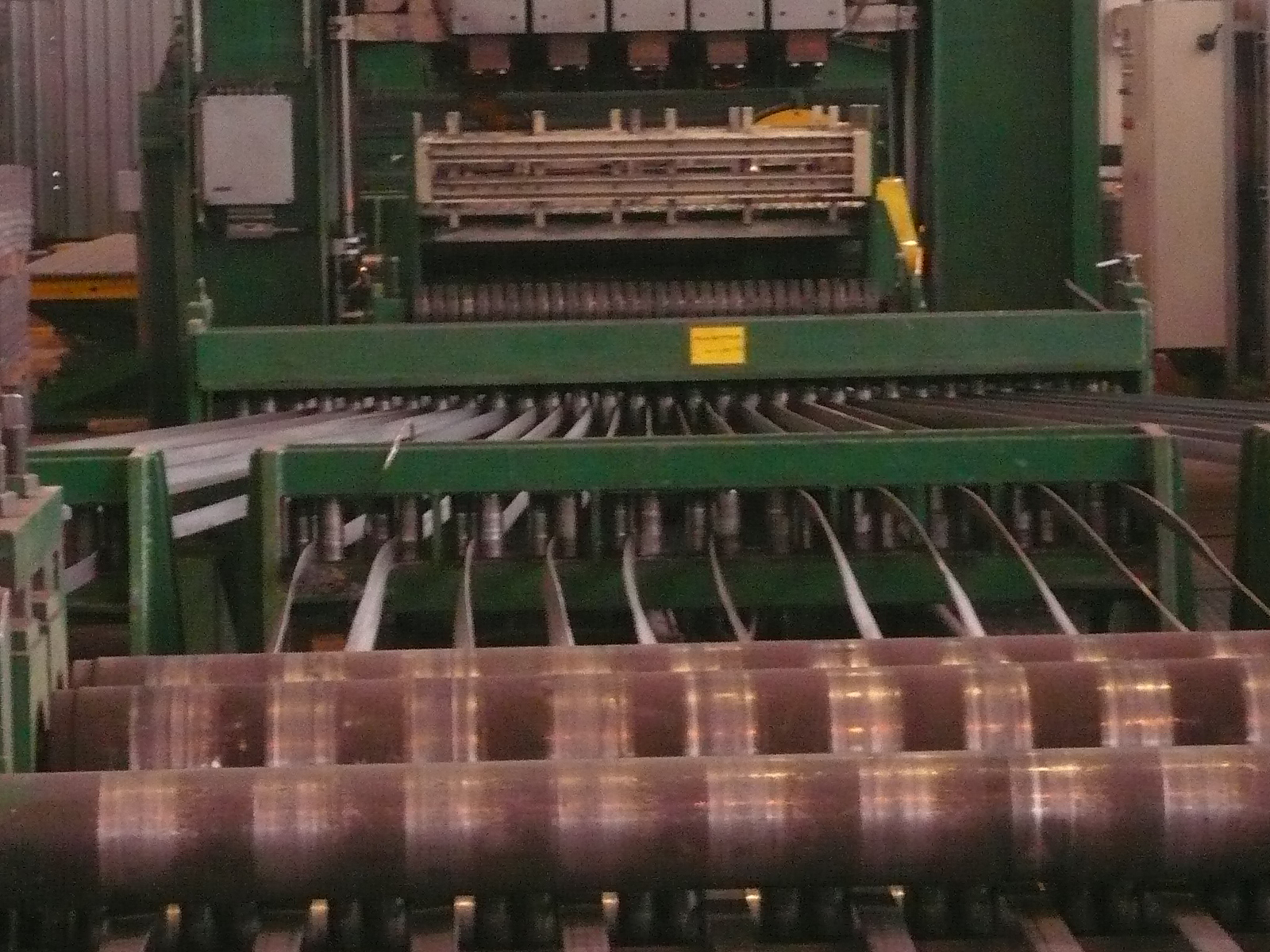
Сварка осуществляется на автоматизированных линиях, позволяющих изготавливать заготовки (карты или маты) прямоугольной формы шириной до 1200 мм и длиной до 8500 мм.
Стандартный размер заготовки составляет 6100х1000 мм.
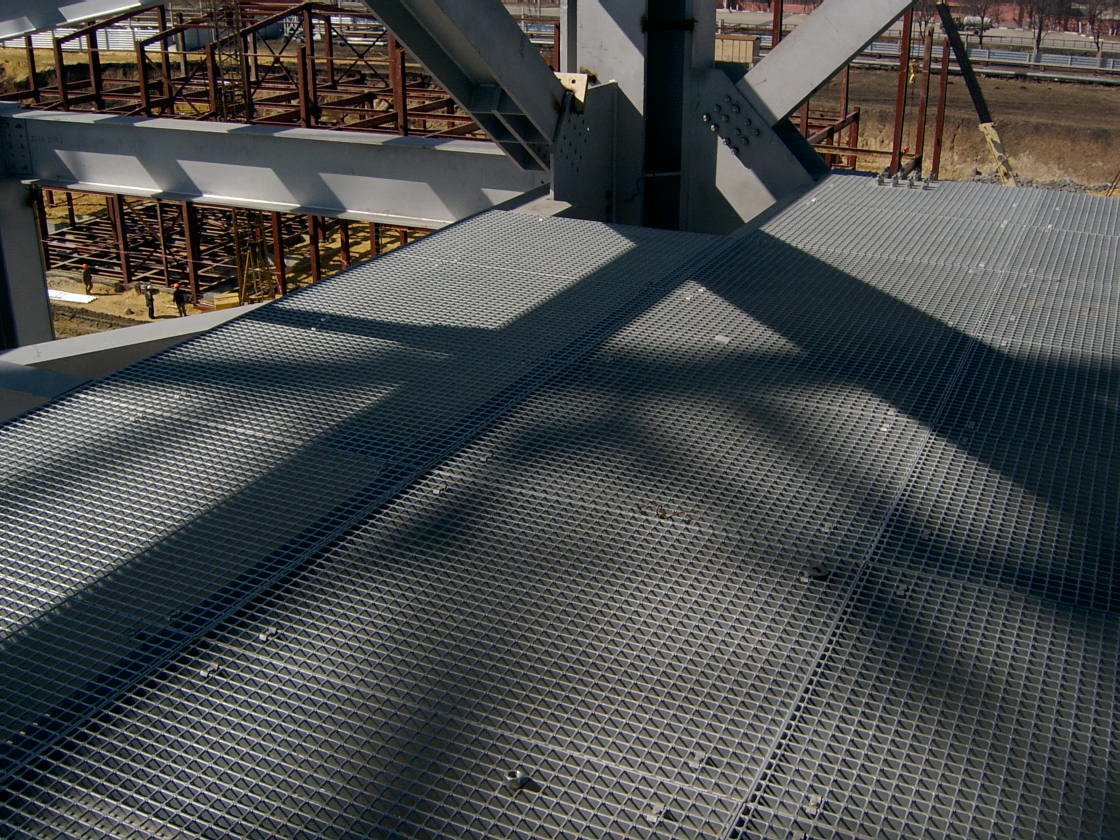
Карты являются исходным материалом для изготовления щитов по размерам и форме согласно чертежей КМД.
Для изготовления сварного решетчатого настила применяется углеродистая сталь, в случае повышенных требований к механическим свойствам стали при низких температурах — легированная.
Сварной решетчатый настил изготавливается из несущих полос толщиной от 2 до 8 мм и высотой от 20 до 100 мм.
Поперечное сечение соединительных прутков
Изготовление сварных решетчатых настилов возможно с применением соединительных прутков следующих типов: круглого, витого квадрата или усеченного круга.
Размеры ячеек в сварных решетчатых настилах
а – шаг несущих полос (мм); b – шаг связующих полос (мм)
В чертежах и спецификациях к заказу изделий из сварного решетчатого настила используются следующие обозначения:
Для настилов фигурной формы указывается площадь описанного прямоугольника.
При изготовлении настилов фигурной формы в цене учитываются затраты на обрамление кромок по линиям резки.
Таблицы нагрузок
Для удобства сведения о несущей способности настилов с наиболее распространенными характеристиками сведены в таблицы.
При выборе характеристик сварного решетчатого настила (сечения несущих полос и размера ячеек) необходимо учитывать следующие параметры:
— характер и величину нагрузок и воздействий;
— допустимую величину прогиба
При этом, пользоваться предельными величинами прогиба следует с учетом физиологических (предотвращение вредных воздействий и ощущений дискомфорта при колебаниях) и эстетико-психологических (обеспечение благоприятных впечатлений от внешнего вида конструкций, предотвращение ощущения опасности) требований.
допуски на отклонения
Неровность торцов несущих полос
t max = 0,1 x H, но не более 3 мм
Выступ связующих прутков над несущими полосами
u max = 1,5 мм.
Отступ обрамления от рабочей поверхности настила
r max = 1,0 мм.
Выступ обрамления над рабочей поверхностью настила